-
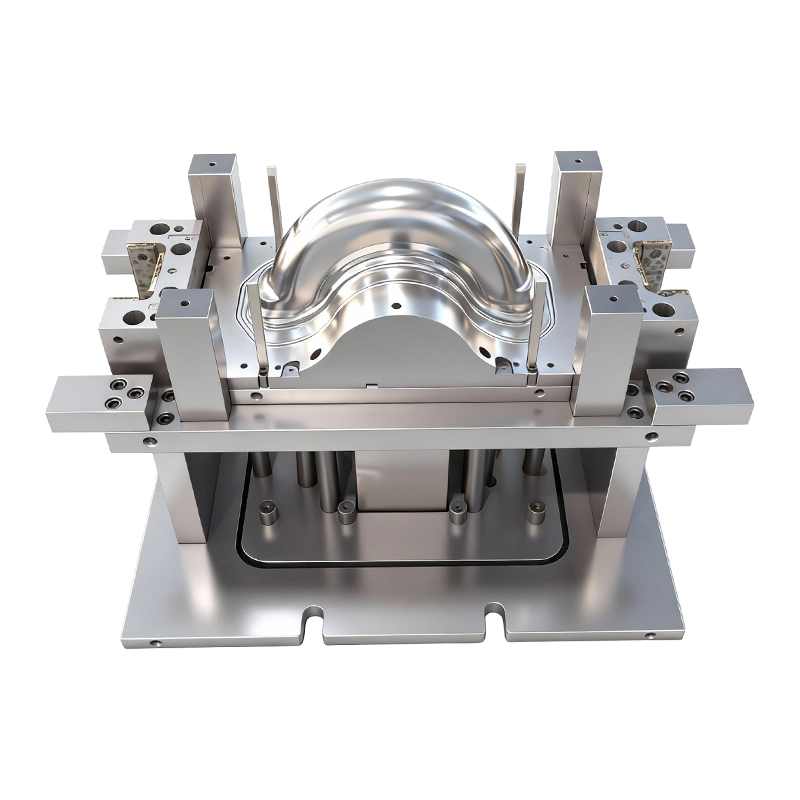
แม่พิมพ์ขึ้นรูปลึกสำหรับล้อหน้าและล้อหลังของรถยนต์ไฟฟ้าสองล้อ
แม่พิมพ์ขึ้นรูปลึกสำหรับล้อหน้าและหลังของยานพาห...
-
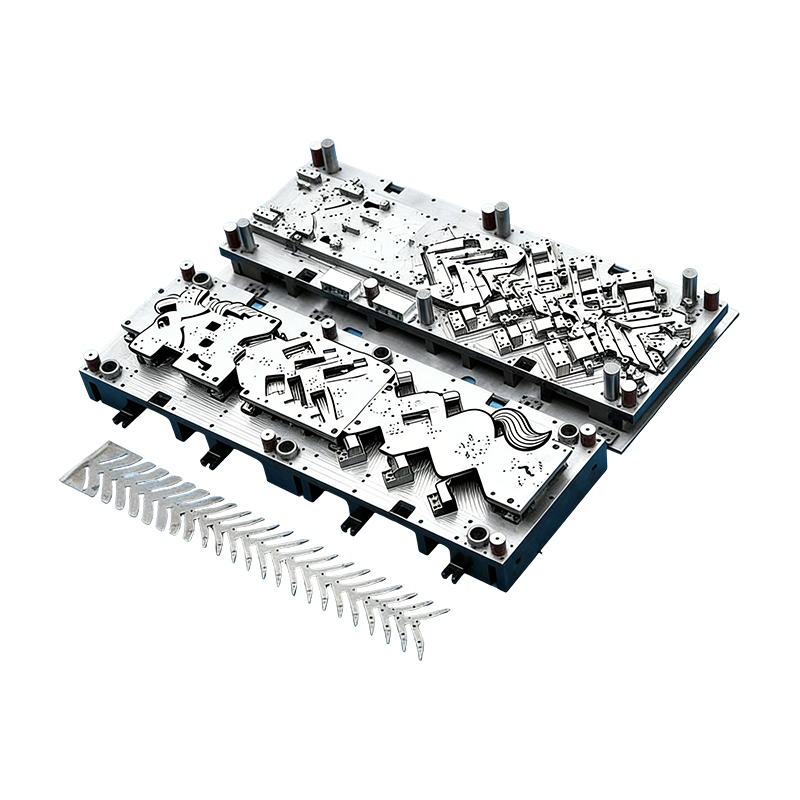
แม่พิมพ์ก้าวหน้าสำหรับชิ้นส่วนยานยนต์
แม่พิมพ์ต่อเนื่องสำหรับตัวเรือนมอเตอร์ยานยนต์นี...
-
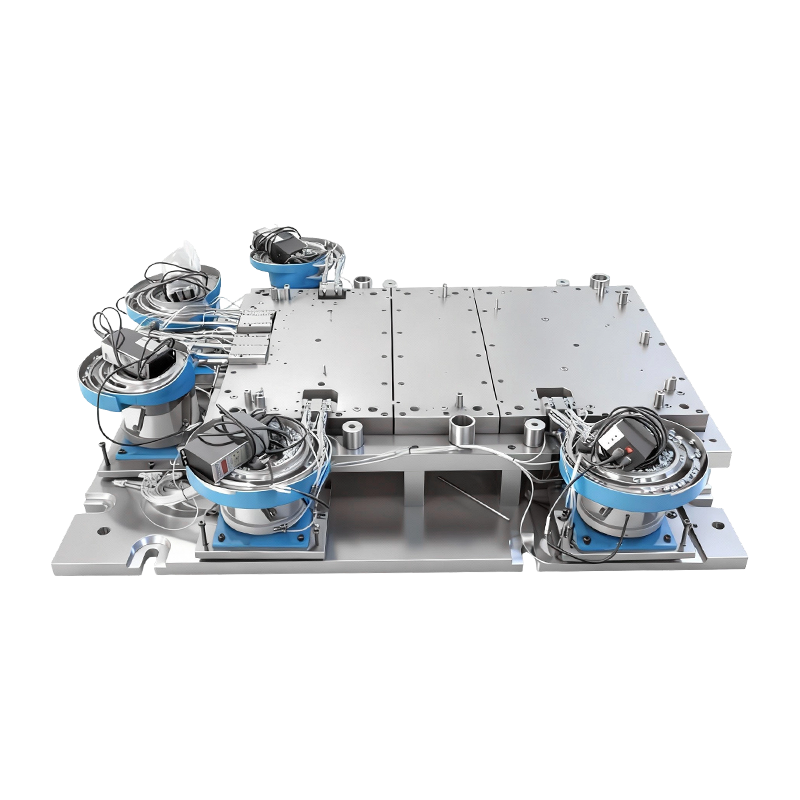
แม่พิมพ์โลดโผนอัตโนมัติสำหรับฐานเครื่องคอมพิวเตอร์ขนาดใหญ่
แม่พิมพ์ตอกหมุดอัตโนมัติสำหรับฐานเครื่องจักรคอม...
-
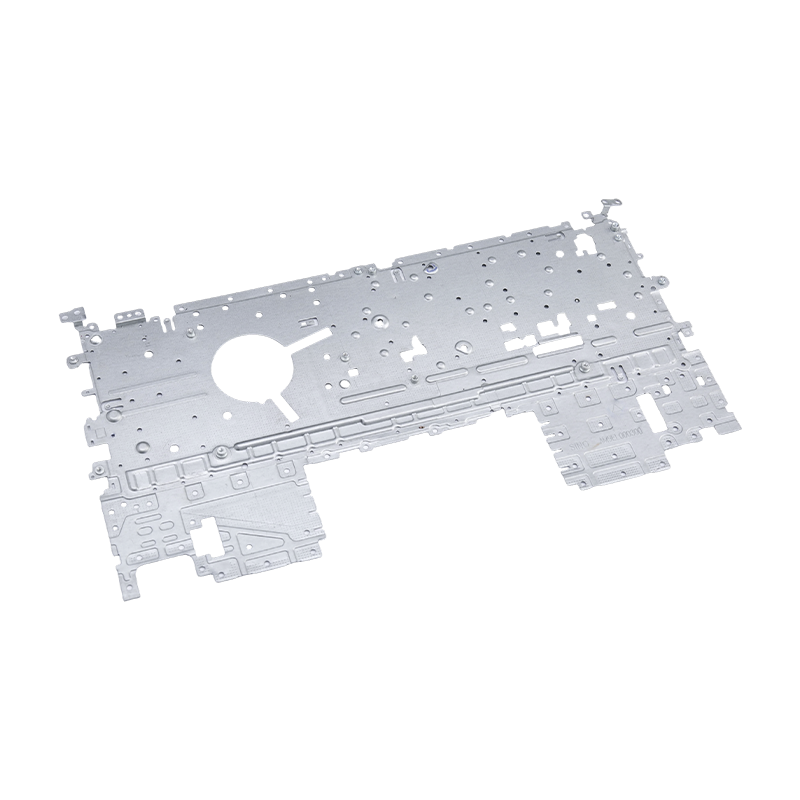
ชิ้นส่วนปั๊มแล็ปท็อป
ชิ้นส่วนปั๊มขึ้นรูปแล็ปท็อปของเราเป็นส่วนประกอบ...
-
ชิ้นส่วนปั๊มขึ้นรูปเตาอบระดับไฮเอนด์
ชิ้นส่วนปั๊มขึ้นรูปเตาอบระดับไฮเอนด์ของเราเป็นส...
-
ชิ้นส่วนปั๊มคอมพิวเตอร์ขนาดใหญ่ระดับไฮเอนด์
ชิ้นส่วนปั๊มขึ้นรูปคอมพิวเตอร์ขนาดใหญ่ระดับไฮเอ...
ข่าวอุตสาหกรรม
บ้าน / ข่าว / ข่าวอุตสาหกรรม / ชิ้นส่วนปั๊มขึ้นรูปเบาะรถยนต์: การผลิตที่มีความแม่นยำสูง แบริ่งรับน้ำหนัก และการเลือกใช้วัสดุ
ชิ้นส่วนปั๊มขึ้นรูปเบาะรถยนต์: การผลิตที่มีความแม่นยำสูง แบริ่งรับน้ำหนัก และการเลือกใช้วัสดุ
2026-06-04
แผงประตูรถยนต์ต้องพอดีและดูดี การตีกรอบเบาะนั่งจำเป็นต้องทำมากกว่านี้ กล่าวคือ ต้องรับน้ำหนักคงที่ของผู้นั่งมากกว่าแสนรอบ ดูดซับแรงไดนามิกของการเบรกอย่างหนักและถนนที่ขรุขระ และยึดรูปทรงเรขาคณิตไว้อย่างแม่นยำเพียงพอที่จุดยึดเข็มขัดนิรภัย กลไกปรับเอน และรางเลื่อน ทั้งหมดประกอบและทำงานได้อย่างถูกต้อง การรวมกันของข้อกำหนดด้านโครงสร้าง ความล้า และมิติทำให้เกิดขึ้น ชิ้นส่วนปั๊มเบาะรถยนต์ ในบรรดาส่วนประกอบที่มีความต้องการมากที่สุด เครื่องปั๊มโลหะที่มีความแม่นยำจะผลิตได้ และเป็นตัวบ่งชี้ที่ชัดเจนถึงความลึกทางวิศวกรรมของผู้ผลิต
บทความนี้จะตรวจสอบมิติทางวิศวกรรมทั้งห้าที่จะพิจารณาว่าการประทับเฟรมเบาะนั่งทำงานได้อย่างน่าเชื่อถือตลอดอายุการใช้งานของยานพาหนะหรือไม่ ได้แก่ ข้อกำหนดด้านความคลาดเคลื่อน การเลือกวัสดุ ความแม่นยำของแม่พิมพ์ ประสิทธิภาพการรับน้ำหนัก และความเข้ากันได้ของยานพาหนะหลายคัน

เหตุใดชิ้นส่วนปั๊มเบาะรถยนต์จึงต้องเผชิญกับความทนทานที่เข้มงวดกว่าส่วนประกอบของร่างกายส่วนใหญ่
การประทับบนแผงตัวถังได้รับการประเมินโดยคำนึงถึงรูปลักษณ์และความพอดีของพื้นผิวเป็นหลัก มองเห็นช่องว่างที่กว้างเกินไป 0.5 มม. ช่องว่างที่แคบเกินไป 0.3 มม. จะทำให้เกิดการรบกวนในการประกอบ ทั้งสองเป็นที่ยอมรับไม่ได้ แต่ก็ไม่ใช่ปัญหาด้านความปลอดภัยเช่นกัน การประทับบนโครงเบาะทำงานในโหมดความล้มเหลวที่แตกต่างกันโดยพื้นฐาน: ข้อผิดพลาดด้านมิติในส่วนประกอบโครงสร้างแพร่กระจายไปสู่ความสามารถในการรับน้ำหนักที่ลดลง อินเทอร์เฟซที่มีความสำคัญด้านความปลอดภัยที่ไม่ตรงแนว และการแตกร้าวจากความเมื่อยล้าก่อนวัยอันควร
พิจารณาโครงยึดกลไกปรับเอนนอน รูสลักจะต้องอยู่ในตำแหน่งภายในเสี้ยวมิลลิเมตรเพื่อให้แน่ใจว่าผู้เอนกายยึดฟันล็อคอย่างสม่ำเสมอทั่วทั้งส่วนโค้งของการปรับ รูปแบบรูเลื่อนทำให้เกิดแรงกดที่ผิดปกติบนกลไกการล็อค ซึ่งไม่ปรากฏให้เห็นในทันที แต่จะลดลงเรื่อยๆ ตลอดอายุการใช้งานของเบาะนั่ง ตรรกะเดียวกันนี้ใช้กับจุดยึดรางสไลด์ ซึ่งจะต้องกระจายน้ำหนักบรรทุกผู้โดยสารไปยังรางทั้งสองอย่างสมมาตร ความไม่สมดุลจะเน้นไปที่จุดยึดจุดเดียว และทำให้การสึกหรอหรือความเสียหายจากความล้าเร็วขึ้น
มาตรฐานความอดทนสำหรับ ชิ้นส่วนปั๊มเบาะรถยนต์ที่ผลิตตามมาตรฐานความปลอดภัยของยานยนต์ ดังนั้นจึงเข้มงวดกว่าการประทับตัวถังทั่วไป และบังคับใช้ไม่เพียงแต่ในการตรวจสอบผลิตภัณฑ์ครั้งแรกเท่านั้น แต่ยังบังคับใช้ตลอดการดำเนินการผลิต เนื่องจากความแตกต่างระหว่างชิ้นส่วนที่ผลิตในช่วงต้นและปลายสายส่งผลต่อปริมาณงานของสายการผลิตและเวลาในการปรับเปลี่ยนที่ปลายสายการผลิต
เหล็กความแข็งแรงสูงกับอลูมิเนียมอัลลอยด์: การเลือกวัสดุที่เหมาะสมสำหรับการตีกรอบเบาะนั่ง
การตัดสินใจเลือกวัสดุสำหรับการประทับโครงเบาะนั่งไม่ใช่ทางเลือกเดียวที่ใช้กับเบาะทั้งหมด แต่เป็นการปรับให้เหมาะสมทีละส่วนประกอบที่สร้างสมดุลระหว่างความต้องการด้านความแข็งแกร่ง การสร้างความซับซ้อน เป้าหมายน้ำหนัก และต้นทุน
เหล็กมีความแข็งแรงสูง ยังคงเป็นวัสดุหลักสำหรับส่วนประกอบโครงเบาะนั่งที่มีโครงสร้าง เหล็กกล้าความแข็งแรงสูงขั้นสูง (AHSS) ที่มีความต้านทานแรงดึง 600–1,500 MPa ให้ความแข็งแรงครากที่จำเป็นสำหรับขายึดปรับเอน การเสริมความแข็งแรงของเบาะนั่ง และโครงพนักพิง เพื่อให้สามารถทนต่อแรงบิดถอยหลัง 530 นิวตันเมตร ที่ระบุในมาตรฐานความปลอดภัยของเบาะนั่งในรถยนต์ โดยไม่มีการเสียรูปถาวร ความแข็งสูงของวัสดุยังต้านทานโมเมนต์การโค้งงอที่เกิดขึ้นเมื่อเข็มขัดนิรภัยถูกส่งผ่านโครงเบาะระหว่างการชนด้านหน้า ข้อเสียคือเหล็กกล้าที่มีความแข็งแรงสูงต้องใช้เครื่องมือที่มีความสามารถมากกว่า — น้ำหนักการกดที่สูงขึ้น วัสดุแม่พิมพ์ที่มีความแม่นยำ และการจัดการแรงจับยึดชิ้นงานเปล่าอย่างระมัดระวัง — เนื่องจากความเหนียวที่ลดลงเมื่อเทียบกับเหล็กเหนียวทำให้มีโอกาสเกิดข้อผิดพลาดในการขึ้นรูปน้อยลงก่อนที่จะเกิดการแตกร้าว
อลูมิเนียมอัลลอยด์ มีการระบุไว้มากขึ้นสำหรับส่วนประกอบเบาะนั่งที่การลดน้ำหนักเป็นสิ่งสำคัญ โดยเฉพาะอย่างยิ่งในรถยนต์ไฟฟ้าที่ประสิทธิภาพของช่วงทำให้ต้นทุนวัสดุและเครื่องมือสูงขึ้น การปั๊มโครงเบาะนั่งอะลูมิเนียมสามารถลดน้ำหนักส่วนประกอบได้ 30–40% เมื่อเทียบกับเหล็กที่เทียบเท่ากัน ความท้าทายก็คือความแข็งแรงของผลผลิตที่ต่ำกว่าของอลูมิเนียมมักต้องใช้ส่วนที่หนากว่าหรือการเสริมการออกแบบเพื่อให้ได้สมรรถนะของโครงสร้างที่เทียบเท่ากัน ซึ่งช่วยชดเชยข้อได้เปรียบด้านน้ำหนักบางส่วนได้ การสปริงกลับที่ใหญ่ขึ้นระหว่างการขึ้นรูปยังต้องการการชดเชยแม่พิมพ์ที่แม่นยำยิ่งขึ้น และการควบคุมกระบวนการที่ใกล้ชิดยิ่งขึ้นเพื่อรักษาความแม่นยำของมิติ
ในทางปฏิบัติ ส่วนประกอบที่นั่งมักจะรวมทั้งสองอย่างเข้าด้วยกัน: เหล็กกล้าความแข็งแรงสูงสำหรับทางเดินรับน้ำหนักหลัก (โครงด้านหลัง โครงปรับเอน การเสริมจุดยึดเข็มขัดนิรภัย) และอะลูมิเนียมอัลลอยด์สำหรับโครงสร้างรองซึ่งการลดน้ำหนักมีข้อดีที่ชัดเจนและการรับน้ำหนักสูงสุดจะต่ำกว่า (ส่วนประกอบด้านข้างเบาะรองนั่ง โครงยึดพนักพิงศีรษะ)
วิธีที่แม่พิมพ์ปั๊มขึ้นรูปที่มีความแม่นยำสูงกำหนดความสามารถในการรับน้ำหนัก
คุณสมบัติทางกลของชิ้นส่วนโครงเบาะนั่งประทับตราจะขึ้นอยู่กับวัตถุดิบบางส่วนและอีกส่วนหนึ่งโดยกระบวนการปั๊มขึ้นรูปเอง แม่พิมพ์ที่สร้างความหนาของผนังที่ไม่สอดคล้องกัน — ด้วยแรงจับยึดเปล่าที่ไม่สม่ำเสมอ, รัศมีการเจาะสึกหรอ หรือระยะห่างระหว่างการเจาะกับแม่พิมพ์ที่ไม่แม่นยำ — ทำให้เกิดการผอมบางเฉพาะที่ในชิ้นส่วนที่ถูกประทับตรา โซนบางๆ เหล่านั้นกลายเป็นความเข้มข้นของความเครียด: ตำแหน่งแรกที่ให้ผลภายใต้โหลดเกินแบบคงที่ และตำแหน่งเริ่มต้นของรอยแตกเมื่อยล้าภายใต้การโหลดแบบวน
นี่คือการเชื่อมโยงทางกลโดยตรงระหว่าง ความแม่นยำของแม่พิมพ์และความสามารถในการรับน้ำหนักการประทับตราที่นั่ง . แม่พิมพ์ที่กลึงด้วยความแม่นยำ 0.002 มม. บนพื้นผิวการขึ้นรูปที่สำคัญจะสร้างชิ้นส่วนที่มีความหนาของผนังสม่ำเสมอตลอดความลึกของการดึง น้ำหนักบรรทุกผู้โดยสารจะกระจายอย่างสม่ำเสมอทั่วทั้งส่วน ความเค้นในการทำงานจะต่ำกว่าขีดจำกัดความล้าของวัสดุ และชิ้นส่วนจะเป็นไปตามเป้าหมายอายุการออกแบบ แม่พิมพ์ที่มีรัศมีการสึกหรอหรือตัดเฉือนอย่างไม่แม่นยำจะสร้างชิ้นส่วนที่มีการทำให้ผอมบางเข้มข้น ความเครียดเฉพาะจุดเพิ่มขึ้น และอายุความล้าลดลง ซึ่งมักจะตรวจไม่พบความไม่สอดคล้องตามขนาดด้วยการตรวจสอบตามปกติ
คุณภาพของขอบมีความสำคัญเช่นเดียวกัน เศษครีบและรอยแตกขนาดเล็กบนขอบที่ถูกเจาะจากเครื่องมือทื่อหรือติดตั้งไม่ดีทำหน้าที่เป็นจุดเริ่มต้นของรอยแตก ภายใต้การโหลดแบบวนรอบของการขับขี่ตามปกติ — การสั่นสะเทือนของถนน รอบการปรับเบาะนั่ง การเข้าและออกของผู้โดยสาร — ข้อบกพร่องที่ขอบเหล่านี้แพร่กระจายไปสู่รอยแตกเมื่อยล้าในวัสดุฐาน ขอบเฉือนที่เรียบและได้รับการสนับสนุนอย่างดีซึ่งเกิดจากเครื่องมือที่มีความแม่นยำช่วยขจัดโหมดความล้มเหลวนี้
สำหรับ แม่พิมพ์ขึ้นรูปลึกของยานยนต์และยานพาหนะไฟฟ้าสำหรับส่วนประกอบโครงเบาะนั่ง คุณภาพการออกแบบและการผลิตของเครื่องมือจึงไม่สามารถแยกออกจากประสิทธิภาพเชิงโครงสร้างของชิ้นส่วนที่ผลิตได้
ประสิทธิภาพการโหลดแบบคงที่และไดนามิก: ชิ้นส่วนปั๊มเบาะที่นั่งแบบใดที่ต้องทนทาน
การตีกรอบเบาะนั่งมีประเภทของน้ำหนักที่แตกต่างกันสามประเภท โดยแต่ละประเภทมีความหมายที่แตกต่างกันสำหรับการออกแบบและข้อกำหนดเฉพาะของวัสดุ
โหลดแบบคงที่ แสดงถึงน้ำหนักคงที่ของผู้โดยสาร โดยทั่วไปจะอยู่ที่ 75–100 กิโลกรัมสำหรับผู้โดยสารคนเดียว โดยทำหน้าที่อย่างต่อเนื่องผ่านเบาะรองนั่งและพนักพิง โหลดเหล่านี้จะกำหนดพื้นที่หน้าตัดขั้นต่ำและความแข็งแรงของผลผลิตของวัสดุที่จำเป็นเพื่อป้องกันการเสียรูปถาวรในระหว่างการใช้งานปกติ ประสิทธิภาพการโหลดแบบคงที่นั้นง่ายต่อการทดสอบและตรวจสอบ และความล้มเหลวในการประทับเบาะนั่งส่วนใหญ่ที่เกิดจาก "การโหลดเกินแบบคงที่" จริงๆ แล้วคือความล้มเหลวจากความเมื่อยล้าที่มีการเร่งความเร็วมาระยะหนึ่งก่อนที่การเสียรูปจะมองเห็นได้
โหลดแบบไดนามิก เกิดจากการเร่งความเร็ว การเบรก การเข้าโค้ง และความผิดปกติของพื้นผิวถนน ในระหว่างการเบรกอย่างแรงที่การลดความเร็ว 1 กรัม ความเฉื่อยไปข้างหน้าของผู้โดยสาร 75 กก. จะสร้างน้ำหนักประมาณ 750 นิวตันผ่านเบาะหลังและเข้าไปในกลไกปรับเอนและการกระแทกที่เฟรมด้านหลัง บนพื้นผิวถนนที่ขรุขระ สามารถเร่งความเร็วในแนวตั้งได้ 2–3g โดยหมุนเวียนโครงเบาะนั่งที่ความถี่ 1–20 Hz เป็นเวลาหลายพันชั่วโมงตลอดอายุการใช้งานของยานพาหนะ ความต้านทานการสั่นสะเทือน — ความสามารถของโครงสร้างประทับตราเพื่อรักษารูปทรงและคุณสมบัติทางกลภายใต้แรงกดแบบวนนี้ — เป็นมิติด้านประสิทธิภาพที่มักถูกประเมินต่ำเกินไปในการทบทวนการออกแบบเบื้องต้น แต่จะมองเห็นได้ในการทดสอบความทนทานในระยะยาว
โหลดผิดพลาด แสดงถึงสภาวะที่เลวร้ายที่สุด ในการชนด้านหน้าที่ความเร็ว 50 กม./ชม. โดยคาดเข็มขัดนิรภัยไว้ โครงเบาะนั่งจะต้องส่งพลังงานจลน์ของผู้โดยสารไปยังโครงสร้างของยานพาหนะ โดยไม่ทำให้เบาะแตกหรือทำให้ที่นั่งเคลื่อนตัวจนอาจทำให้ผู้โดยสารได้รับบาดเจ็บได้ น้ำหนักบรรทุกเหล่านี้เป็นลำดับความสำคัญสูงกว่าน้ำหนักบรรทุกขณะขับขี่แบบไดนามิก และชิ้นส่วนที่มีการประทับตราในจุดยึดเข็มขัดนิรภัย โครงด้านหลัง และกลไกการล็อครางสไลด์ล้วนอยู่ในเส้นทางบรรทุกหลัก
การปฏิบัติตามประเภทการรับน้ำหนักทั้งสามประเภทไปพร้อมๆ กันนั้น กระบวนการปั๊มจะต้องให้ทั้งความแม่นยำของมิติและคุณสมบัติทางกลที่สม่ำเสมอ ซึ่งเป็นเหตุผลว่าทำไมการตรวจสอบย้อนกลับของวัสดุและการตรวจสอบความหนาในกระบวนการจึงเป็นข้อกำหนดมาตรฐานในห่วงโซ่อุปทานส่วนประกอบเบาะรถยนต์
ความเข้ากันได้ของยานพาหนะหลายคันและข้อกำหนดความแม่นยำมิติของ OEM
ซัพพลายเออร์ปั๊มประทับที่นั่งเดียวไม่ค่อยให้บริการแพลตฟอร์มยานพาหนะเดียว ลูกค้า OEM และผู้ผลิตที่นั่งระดับ 1 จัดหาส่วนประกอบที่มีการประทับตราซึ่งต้องพอดีกับกลุ่มผลิตภัณฑ์รถยนต์หลายสาย โดยมักจะมีกรอบขนาด การกำหนดค่าการติดตั้ง และข้อกำหนดน้ำหนักบรรทุกด้านความปลอดภัยที่แตกต่างกัน การจัดการความซับซ้อนแบบหลายแพลตฟอร์มโดยไม่ต้องเพิ่มต้นทุนเครื่องมือเป็นหนึ่งในความสามารถหลักที่แยกซัพพลายเออร์ที่มีความสามารถในการปั๊มขึ้นรูปออกจากผู้ประมวลผลสินค้าโภคภัณฑ์
รากฐานของความเข้ากันได้ของยานพาหนะหลายคันคือความแม่นยำของขนาดในระดับคุณลักษณะเฉพาะ ไม่ใช่แค่รูปทรงของชิ้นส่วนโดยรวมเท่านั้น ความคลาดเคลื่อนของตำแหน่งรูที่ ±0.15 มม. หรือเข้มงวดกว่าในคุณสมบัติการติดตั้งและการระบุตำแหน่ง ช่วยให้มั่นใจได้ว่าชิ้นส่วนที่มีการประทับตราเดียวกันจะประกอบเข้ากับสถาปัตยกรรมโครงเบาะนั่งที่แตกต่างกันได้อย่างถูกต้อง โดยไม่ต้องมีการปรับหรือทำใหม่ด้วยตนเอง ความแม่นยำระดับนี้จะเกิดขึ้นได้ก็ต่อเมื่อแม่พิมพ์ได้รับการออกแบบโดยมีการอ้างอิงข้อมูลที่เหมาะสม กลึงให้มีความทนทานต่อคุณลักษณะที่แคบ และตรวจสอบด้วยการตรวจสอบบทความแรกโดยสมบูรณ์กับโมเดล CAD ของลูกค้าก่อนเริ่มการผลิต
การออกแบบแม่พิมพ์แบบกำหนดเองไม่ใช่ต้นทุนโสหุ้ยในบริบทนี้ แต่เป็นกลไกที่ทำให้ได้รับความแม่นยำของมิติและความเข้ากันได้ของยานพาหนะหลายคัน แม่พิมพ์ที่ออกแบบมาโดยเฉพาะสำหรับรูปทรงของชิ้นส่วน โดยมีตำแหน่งคุณลักษณะและระยะห่างที่ตรงกับข้อกำหนดในการขึ้นรูปของชิ้นส่วน จะสร้างชิ้นส่วนที่ประกอบอย่างถูกต้องอย่างสม่ำเสมอ แม่พิมพ์ทั่วไปหรือแม่พิมพ์ดัดแปลงจะต้องมีการคัดแยก การชิมเมอร์ หรือการปรับแต่งอย่างต่อเนื่อง เพื่อรักษามิติเอาท์พุตที่ยอมรับได้
ที่ ชิ้นส่วนปั๊มขึ้นรูปยานยนต์ครบวงจร ที่ SQS ผลิตจากแม่พิมพ์ที่ออกแบบและผลิตภายในบริษัท เพื่อให้มั่นใจว่าข้อกำหนดด้านมิติของแพลตฟอร์มยานพาหนะของลูกค้าแต่ละรายได้รับการออกแบบทางวิศวกรรมให้เข้ากับเครื่องมือตั้งแต่เริ่มแรก แทนที่จะได้รับการชดเชยในการผลิต
ข้อได้เปรียบในการผลิตแม่พิมพ์และชิ้นส่วนแบบผสมผสานของ SQS สำหรับการประทับตราเบาะนั่ง
ที่ conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mould Equipment Co., Ltd. ดำเนินงานทั้งสองฟังก์ชันภายใต้หลังคาเดียวกัน ทีมวิศวกรทีมเดียวกับที่ออกแบบแม่พิมพ์ปั๊มสำหรับส่วนประกอบโครงเบาะนั่งยังทำหน้าที่กดในการผลิตชิ้นส่วนอีกด้วย เมื่อการเบี่ยงเบนของมิติปรากฏขึ้นในการผลิต — เนื่องจากจะตลอดอายุการใช้งานของแม่พิมพ์จากการสึกหรอแบบค่อยเป็นค่อยไป — การตอบสนองคือการแก้ไขแม่พิมพ์ที่มีข้อมูลครบถ้วนมากกว่าการแก้ปัญหาเฉพาะหน้าของกระบวนการ ผลลัพธ์ที่ได้คือคุณภาพของชิ้นส่วนที่สม่ำเสมอมากขึ้นตลอดการดำเนินการผลิต และเส้นทางไปยังสาเหตุที่แท้จริงได้เร็วขึ้นเมื่อเกิดความไม่สอดคล้องกัน
โครงสร้างพื้นฐานการผลิตของ SQS สนับสนุนการบูรณาการนี้ในระดับความแม่นยำในการประทับเบาะรถยนต์ เครื่อง Wire EDM ที่มาจากประเทศญี่ปุ่นมีความแม่นยำในการตัดเฉือนภายใน 0.002 มม. บนคุณสมบัติของแม่พิมพ์ ทำให้มั่นใจได้ว่าพื้นผิวการขึ้นรูปที่กำหนดความหนาของผนัง คุณภาพขอบ และตำแหน่งของรูจะคงไว้ตามความคลาดเคลื่อนที่การออกแบบชิ้นส่วนต้องการ กลุ่มเครื่องพิมพ์ที่มีขนาดตั้งแต่ 80T ถึง 400T ครอบคลุมรูปทรงการประทับกรอบเบาะทุกรูปแบบ ตั้งแต่ส่วนประกอบตัวยึดขนาดเล็กไปจนถึงโครงสร้างเฟรมด้านหลังแบบเต็ม ด้วยประสบการณ์กว่า 15 ปีในการให้บริการลูกค้า OEM และซัพพลายเออร์ยานยนต์ระดับ 1 และทีมงานด้านเทคนิค 60 คนที่ทุ่มเทให้กับการออกแบบแม่พิมพ์ การผลิต และการประกันคุณภาพ SQS มอบความรู้เชิงลึกทางวิศวกรรมตามความต้องการของโปรแกรมการประทับกรอบเบาะนั่ง
สำหรับ OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
โพสต์ก่อนหน้า
ชิ้นส่วนปั๊มขึ้นรูปโลหะสำหรับเครื่องใช้ในบ้าน: วัสดุ ความแม่นยำ และโซลูชั่นแบบกำหนดเอง
โพสต์ถัดไป
การออกแบบแม่พิมพ์ขึ้นรูปลึก: คู่มือการเจาะ แม่พิมพ์ การกวาดล้าง และการลดหลายขั้นตอน
ของเรา สินค้า.
เริ่มต้นธุรกิจของคุณกับผู้ผลิต OEM ที่นี่!
ให้บริการลูกค้าทั่วโลกด้วยโซลูชั่นแบบครบวงจรที่สมบูรณ์แบบ
ผ่าน
นวัตกรรม!
ลิงค์ด่วน
เกี่ยวกับเรา
ข่าว
ข้อมูลการติดต่อ
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 เลขที่ 118 ถนน Yexin เขตพัฒนาเศรษฐกิจ Wujiang ซูโจว จีน
เลขที่ 118 ถนน Yexin เขตพัฒนาเศรษฐกิจ Wujiang ซูโจว จีน
ลิขสิทธิ์ © Suzhou Shuangqisi Mould Equipment Co., Ltd. สงวนลิขสิทธิ์. แม่พิมพ์ปั๊มแบบกำหนดเอง ผู้ผลิตแม่พิมพ์ปั๊มโลหะ
