-
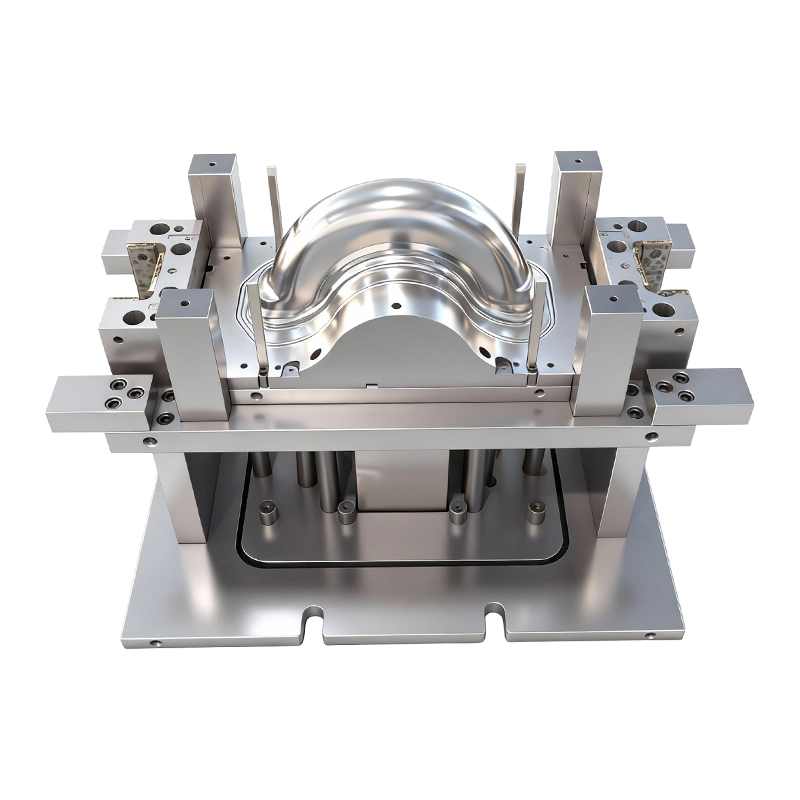
แม่พิมพ์ขึ้นรูปลึกสำหรับล้อหน้าและล้อหลังของรถยนต์ไฟฟ้าสองล้อ
แม่พิมพ์ขึ้นรูปลึกสำหรับล้อหน้าและหลังของยานพาห...
-
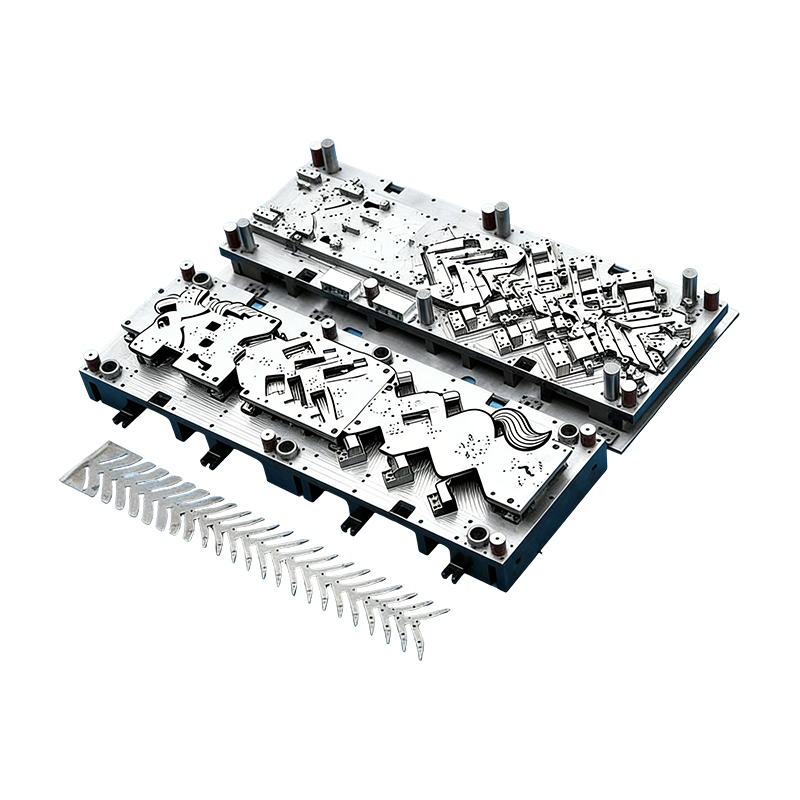
แม่พิมพ์ก้าวหน้าสำหรับชิ้นส่วนยานยนต์
แม่พิมพ์ต่อเนื่องสำหรับตัวเรือนมอเตอร์ยานยนต์นี...
-
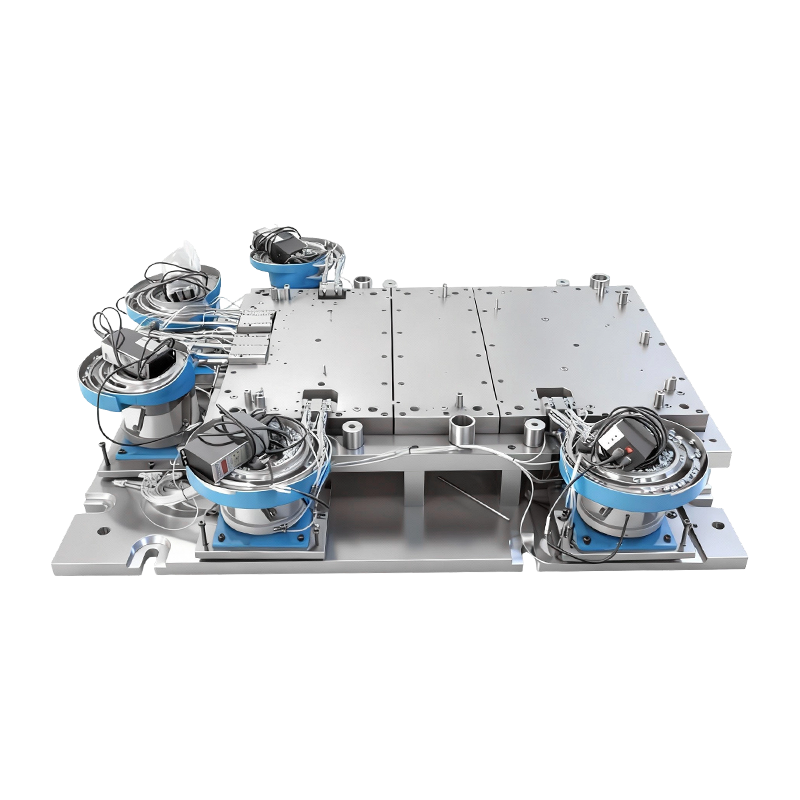
แม่พิมพ์โลดโผนอัตโนมัติสำหรับฐานเครื่องคอมพิวเตอร์ขนาดใหญ่
แม่พิมพ์ตอกหมุดอัตโนมัติสำหรับฐานเครื่องจักรคอม...
-
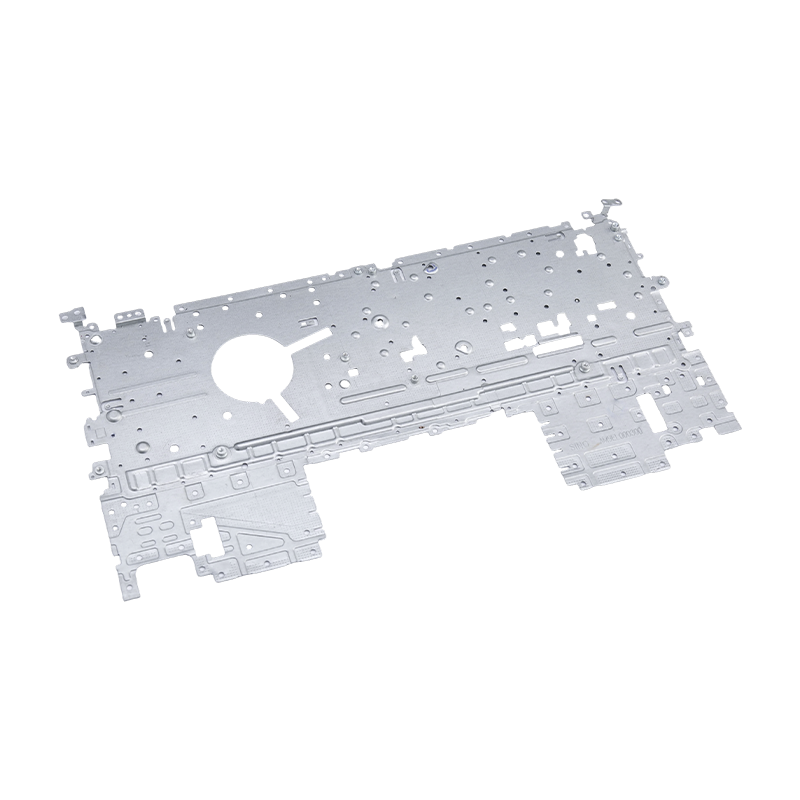
ชิ้นส่วนปั๊มแล็ปท็อป
ชิ้นส่วนปั๊มขึ้นรูปแล็ปท็อปของเราเป็นส่วนประกอบ...
-
ชิ้นส่วนปั๊มขึ้นรูปเตาอบระดับไฮเอนด์
ชิ้นส่วนปั๊มขึ้นรูปเตาอบระดับไฮเอนด์ของเราเป็นส...
-
ชิ้นส่วนปั๊มคอมพิวเตอร์ขนาดใหญ่ระดับไฮเอนด์
ชิ้นส่วนปั๊มขึ้นรูปคอมพิวเตอร์ขนาดใหญ่ระดับไฮเอ...
ข่าวอุตสาหกรรม
บ้าน / ข่าว / ข่าวอุตสาหกรรม / จากแผงตัวถังไปจนถึงปลอกแบตเตอรี่: วิศวกรรมเบื้องหลังแม่พิมพ์ดึงลึกสำหรับยานยนต์
จากแผงตัวถังไปจนถึงปลอกแบตเตอรี่: วิศวกรรมเบื้องหลังแม่พิมพ์ดึงลึกสำหรับยานยนต์
2026-04-21
แม่พิมพ์ปั๊มขึ้นรูปยานยนต์คืออะไร และทำงานอย่างไร
การปั๊มขึ้นรูปยานยนต์ เป็นระบบเครื่องมือที่มีความแม่นยำที่ใช้ในการขึ้นรูปแผ่นโลหะแบนให้เป็นส่วนประกอบสามมิติที่ซับซ้อนผ่านการควบคุมการเปลี่ยนรูปพลาสติก ในบรรดาประเภทต่างๆ การวาดภาพตาย และ การวาดลึกตาย มีความสำคัญที่สุดในการผลิตชิ้นส่วนกลวงหรือรูปทรงถ้วย ตั้งแต่แผงประตูด้านนอกและฝากระโปรงไปจนถึงกรอบแบตเตอรี่และการเสริมโครงสร้าง
กระบวนการวาดแบบลึกทำงานโดยการกดช่องว่างโลหะแบนเข้าไปในโพรงแม่พิมพ์โดยใช้หมัด ในขณะที่ตัวยึดเปล่าจะใช้แรงควบคุมเพื่อนำทางการไหลของโลหะและป้องกันข้อบกพร่อง ซึ่งแตกต่างจากการขึ้นรูปตื้น การขึ้นรูปลึกทำให้ได้อัตราส่วนการดึง — อัตราส่วนของเส้นผ่านศูนย์กลางเปล่าต่อเส้นผ่านศูนย์กลางของการเจาะ — ซึ่งโดยทั่วไปเกิน 2.5:1 ทำให้สามารถผลิตชิ้นส่วนที่ลึกกว่ามากเมื่อเทียบกับความกว้าง ความสามารถนี้จำเป็นสำหรับการใช้งานในยานยนต์ที่รูปทรงเรขาคณิตที่ซับซ้อนและความสมบูรณ์ของโครงสร้างต้องอยู่ร่วมกัน
โดยทั่วไปการประกอบแม่พิมพ์ที่สมบูรณ์จะมีส่วนประกอบหลักสี่ส่วน:
- ที่ ต่อย ซึ่งทำให้โลหะที่ว่างลงสู่โพรงมีรูปร่างผิดปกติ
- ที่ ตาย (แม่พิมพ์ตัวเมีย) ซึ่งกำหนดรูปร่างภายนอกและขนาดของส่วนที่ขึ้นรูป
- ที่ ผู้ถือว่างเปล่า ซึ่งออกแรงกดที่ปรับได้บนหน้าแปลนโลหะแผ่นเพื่อจัดการการไหลของวัสดุ
- ที่ ตาย set (การประกอบฐานและตัวนำ) ซึ่งรับประกันการจัดตำแหน่งที่แม่นยำและความสามารถในการทำซ้ำตลอดวงจรการผลิต
ส่วนประกอบเหล่านี้ต้องได้รับการออกแบบทางวิศวกรรมโดยมีระดับความคลาดเคลื่อนโดยทั่วไปอยู่ที่ ±0.02มม เพื่อให้มั่นใจถึงความแม่นยำของมิติตลอดการผลิตปริมาณมากที่สามารถเข้าถึงชิ้นส่วนหลายแสนชิ้นต่อปี
เกณฑ์การออกแบบที่สำคัญสำหรับแม่พิมพ์ขึ้นรูปลึกประสิทธิภาพสูง
การออกแบบแม่พิมพ์ขึ้นรูปลึกที่มีประสิทธิภาพสำหรับการใช้งานในยานยนต์จำเป็นต้องสร้างความสมดุลให้กับความต้องการทางวิศวกรรมที่แข่งขันกันหลายประการ การออกแบบที่ไม่ดีทำให้เกิดรอยแตกร้าว รอยย่น การสปริงกลับ หรือการสึกหรอของเครื่องมือก่อนเวลาอันควร ซึ่งทั้งหมดนี้เพิ่มต้นทุนการผลิตและการหยุดทำงานโดยตรง พารามิเตอร์ต่อไปนี้เป็นส่วนสำคัญในการบรรลุเอาต์พุตที่สม่ำเสมอและปราศจากข้อบกพร่อง
การควบคุมแรงยึดที่ว่างเปล่า
แรงยึดเปล่า (BHF) เป็นหนึ่งในตัวแปรที่มีอิทธิพลมากที่สุดในกระบวนการดึงลึก BHF ที่ไม่เพียงพอจะทำให้แผ่นโลหะโค้งงอและเป็นรอยย่นขณะไหลเข้าด้านใน BHF ที่มากเกินไปจะจำกัดการไหลของวัสดุ และนำไปสู่การฉีกขาดหรือการแตกร้าวที่รัศมีการเจาะ ทันสมัย การประทับตรายานยนต์ตาย ใช้ตัวจับยึดเปล่าที่ควบคุมด้วยไฮดรอลิกหรือเซอร์โวซึ่งสามารถปรับแรงดันแบบไดนามิกตลอดรอบการชัก ซึ่งมักจะแตกต่างกันไปตั้งแต่ 20% ถึง 80% ของแรงสูงสุด ขึ้นอยู่กับความลึกของการขึ้นรูปและประเภทของวัสดุ
การตกแต่งพื้นผิวและการลดแรงเสียดทาน
พื้นผิวแม่พิมพ์ที่สัมผัสกับแผ่นโลหะจะต้องได้ผิวเรียบเป็นพิเศษเพื่อลดการเสียดสีและการครูดที่เกิดจากแรงเสียดทาน มาตรฐานอุตสาหกรรมเพื่อประสิทธิภาพสูง การวาดลึกตาย ต้องการความหยาบผิวของ รา ≤ 0.05μm ทำได้โดยการขัดเงา การชุบฮาร์ดโครม หรือการเคลือบไอทางกายภาพ (PVD) เช่น TiCN หรือ DLC (คาร์บอนคล้ายเพชร) การเคลือบเหล่านี้ยังช่วยยืดอายุการใช้งานของเครื่องมือได้อย่างมาก โดยลดระยะเวลาการเปลี่ยนในสภาพแวดล้อมการผลิตจำนวนมาก
สถาปัตยกรรมเครื่องมือแบบโมดูลาร์
โครงสร้างแม่พิมพ์แบบแยกส่วนช่วยให้ส่วนประกอบแต่ละชิ้น เช่น การเจาะ เม็ดมีด หรือส่วนตัวยึดเปล่า สามารถเปลี่ยนได้อย่างอิสระ แทนที่จะต้องเปลี่ยนแม่พิมพ์ทั้งชิ้น สำหรับ OEM ในอุตสาหกรรมยานยนต์ที่ใช้รุ่นต่างๆ หลายรุ่นบนแพลตฟอร์มที่ใช้ร่วมกัน ความเป็นโมดูลจะช่วยลดการลงทุนด้านเครื่องมือลง 25–40% และลดระยะเวลาในการเปลี่ยนจากชั่วโมงเหลือเป็นนาที วิธีการออกแบบนี้ยังช่วยลดความยุ่งยากในการกำหนดตารางการบำรุงรักษาและช่วยให้สามารถปรับให้เข้ากับคำสั่งเปลี่ยนแปลงทางวิศวกรรม (ECO) ได้เร็วขึ้น
การใช้งานในยานพาหนะแบบดั้งเดิมกับยานพาหนะไฟฟ้า
แม้ว่ากลไกพื้นฐานของการเจาะลึกยังคงสอดคล้องกัน แต่ข้อกำหนดเฉพาะสำหรับรถยนต์แบบดั้งเดิมและยานพาหนะไฟฟ้า (EV) แตกต่างกันอย่างมาก ซึ่งสะท้อนถึงความแตกต่างในด้านวัสดุ รูปทรง และลำดับความสำคัญของโครงสร้าง
| พารามิเตอร์ | ยานพาหนะแบบดั้งเดิม | ยานพาหนะไฟฟ้า |
|---|---|---|
| วัสดุเบื้องต้น | เหล็กเหนียว เหล็ก HSLA | อลูมิเนียมอัลลอยด์, แมกนีเซียม-อลูมิเนียมอัลลอยด์ |
| อัตราส่วนการวาดโดยทั่วไป | 1.8:1 – 2.2:1 | 2.5:1 และสูงกว่า |
| ส่วนประกอบที่มีรูปแบบสำคัญ | แผงประตู ฝากระโปรง ฝากระโปรงหลัง | เคสแบตเตอรี่ ตัวเรือนมอเตอร์ ถาดวางพื้น |
| ข้อกำหนดความอดทน | ±0.05 มม. (แผงตัวถัง) | ±0.02มม (battery enclosures) |
| ความท้าทายด้านวัสดุ | ความต้านทานการสึกหรอสำหรับการขึ้นรูปเหล็ก | การป้องกันการครูดด้วยโลหะผสมอ่อน |
สำหรับการใช้งานเฉพาะ EV การวาดภาพตาย ออกแบบมาสำหรับเคสแบตเตอรี่แมกนีเซียม-อะลูมิเนียมอัลลอยด์ เผชิญกับความท้าทายที่ไม่เหมือนใคร โลหะผสมน้ำหนักเบาเหล่านี้มีความเหนียวต่ำกว่าเหล็ก และมีแนวโน้มที่จะเด้งกลับและเกิดรอยบนพื้นผิวได้ง่ายกว่า โดยทั่วไปแม่พิมพ์สำหรับส่วนประกอบเหล่านี้ได้รับการออกแบบทางวิศวกรรมโดยใช้เครื่องมือที่ให้ความร้อน (การขึ้นรูปอุ่นที่อุณหภูมิ 200–300°C) เพื่อปรับปรุงการไหลของวัสดุ พร้อมด้วยช่องทางการส่งสารหล่อลื่นแบบพิเศษที่รวมอยู่ในโครงสร้างของแม่พิมพ์เพื่อรักษาสภาพแรงเสียดทานที่สม่ำเสมอตลอดระยะเวลาการผลิตที่ยาวนาน
เทคโนโลยีการจำลองและการตรวจสอบอัจฉริยะในวิศวกรรมแม่พิมพ์
ทันสมัย การประทับตรายานยนต์ตาย ได้รับการพัฒนาร่วมกับแพลตฟอร์มการจำลองขั้นสูงก่อนที่จะผลิตเครื่องมือทางกายภาพใดๆ ซอฟต์แวร์การวิเคราะห์องค์ประกอบจำกัด (FEA) รวมถึงเครื่องมือต่างๆ เช่น AutoForm, Pam-Stamp และ LS-DYNA ช่วยให้วิศวกรจำลองกระบวนการขึ้นรูปทั้งหมดได้แบบเสมือนจริง คาดการณ์การกระจายตัวของการทำให้ผอมบาง โซนเสี่ยงต่อการย่น ขนาดการเด้งกลับ และข้อกำหนดแรงดันของตัวยึดเปล่าด้วยความแม่นยำสูง
ขั้นตอนการทำงานการจำลองทั่วไปสำหรับส่วนประกอบที่วาดลึกที่ซับซ้อนประกอบด้วย:
- ข้อมูลป้อนลักษณะเฉพาะของวัสดุ — ความแข็งแรงของผลผลิต, ค่า n (เลขชี้กำลังการแข็งตัวของความเครียด), ค่า r (อัตราส่วนแอนไอโซโทรปีของพลาสติก) สำหรับโลหะผสมและอารมณ์เฉพาะ
- การวิเคราะห์แผนภาพจำกัดการขึ้นรูป (FLD) — การระบุโซนปลอดภัย โซนชายขอบ และโซนความล้มเหลวภายในส่วนที่ขึ้นรูป
- การสร้างแบบจำลองการชดเชยการสปริงกลับ — คาดการณ์การคืนตัวแบบยืดหยุ่นและการชดเชยรูปทรงของแม่พิมพ์ล่วงหน้าเพื่อให้ได้รูปทรงตาข่ายขั้นสุดท้าย
- ทดลองทำซ้ำเสมือน — ลดรอบการทดลองทางกายภาพจาก 10–15 รอบเหลือน้อยกว่า 5 รอบต่อชิ้นส่วน ช่วยประหยัดเวลาและต้นทุนวัสดุได้มาก
นอกเหนือจากการออกแบบแล้ว ระบบตรวจสอบอัจฉริยะยังถูกฝังอยู่ภายในการผลิตเพิ่มมากขึ้น การวาดลึกตาย ตัวเอง เซ็นเซอร์วัดแรงเพียโซอิเล็กทริกจะวัดการกระจายแรงของตัวยึดเปล่าแบบเรียลไทม์ ในขณะที่เซ็นเซอร์ปล่อยเสียงจะตรวจจับสัญญาณเริ่มต้นของการครูดหรือการแตกร้าวของวัสดุก่อนที่จะสร้างชิ้นส่วนที่ชำรุด ข้อมูลจากเซ็นเซอร์เหล่านี้จะป้อนเข้าสู่ระบบการดำเนินการผลิต (MES) ช่วยให้สามารถควบคุมกระบวนการแบบวงปิดที่ปรับพารามิเตอร์การกดแบบไดนามิก โดยรักษาความเสถียรของมิติแม้ว่าคุณสมบัติของแบทช์วัสดุจะแตกต่างกันไปตามล็อตคอยล์
การเลือกวัสดุและการรักษาพื้นผิวเพื่ออายุการใช้งานเครื่องมือที่ยาวนาน
อายุการใช้งานของ การวาดภาพตาย ในการผลิตยานยนต์ปริมาณมากถือเป็นปัจจัยทางเศรษฐกิจที่สำคัญ ชุดแม่พิมพ์แผงตัวถังทั่วไปอาจคาดว่าจะผลิตชิ้นส่วนได้ 500,000 ถึง 1,000,000 ชิ้นก่อนที่จะต้องมีการตกแต่งใหม่ครั้งใหญ่ การจะบรรลุเป้าหมายนี้ต้องอาศัยการเลือกวัสดุแม่พิมพ์และการปรับสภาพพื้นผิวอย่างระมัดระวังให้เหมาะสมกับวัสดุชิ้นงานและปริมาณการผลิต
วัสดุแม่พิมพ์ทั่วไปที่ใช้ในการปั๊มขึ้นรูปยานยนต์ ได้แก่ :
- เหล็กหล่อเหนียว (GGG70L) — คุ้มค่าสำหรับแม่พิมพ์ที่มีปริมาณน้อยถึงปานกลาง สามารถแปรรูปได้ดีแต่มีความแข็งต่ำกว่า (58–62 HRC หลังการบำบัด)
- เหล็กเครื่องมือ (D2, DC53) — มีความแข็งและทนทานต่อการสึกหรอสูงกว่า เหมาะสำหรับแม่พิมพ์ขึ้นรูปเหล็กกล้าปริมาณมาก
- เม็ดมีดคาร์ไบด์ — ใช้กับบริเวณหน้าสัมผัสที่มีการสึกหรอสูง เช่น รัศมีแม่พิมพ์และเม็ดบีด ซึ่งช่วยยืดอายุการใช้งานในพื้นที่ได้ 3–5 เท่า เมื่อเทียบกับเหล็กกล้าเครื่องมือเพียงอย่างเดียว
- โลหะผสมอลูมิเนียมสีบรอนซ์ — ใช้สำหรับแม่พิมพ์ขึ้นรูปชิ้นงานอะลูมิเนียมหรือแมกนีเซียม ป้องกันการครูดเนื่องจากการจับคู่วัสดุที่แตกต่างกัน
การรักษาพื้นผิวที่ใช้หลังการตัดเฉือนและการบำบัดความร้อนช่วยเพิ่มประสิทธิภาพให้ดียิ่งขึ้น การทำไนไตรดิ้งจะเพิ่มความแข็งของพื้นผิวเป็น 70 HRC ในขณะที่ยังคงความเหนียวของแกนไว้ การเคลือบ PVD เช่น TiAlN มีความแข็งเกิน 3,000 HV และลดค่าสัมประสิทธิ์การเสียดสีจาก ~0.15 เหลือต่ำกว่า 0.05 แปลโดยตรงว่าลดการบางลงของส่วนประกอบน้ำหนักเบา EV ซึ่งความหนาของผนังสม่ำเสมอเป็นสิ่งสำคัญสำหรับการปิดผนึกปลอกแบตเตอรี่และประสิทธิภาพของโครงสร้าง
การดัดแปลงแม่พิมพ์ปั๊มขึ้นรูปยานยนต์เพื่อให้มีน้ำหนักเบาและมีความแข็งแรงสูง
การเปลี่ยนแปลงที่เร่งขึ้นของอุตสาหกรรมยานยนต์ไปสู่การมีน้ำหนักเบา ซึ่งได้รับแรงหนุนจากทั้งประสิทธิภาพของช่วง EV และกฎระเบียบด้านการปล่อยมลพิษ กำลังปรับเปลี่ยนความต้องการโดยพื้นฐาน การประทับตรายานยนต์ตาย . เหล็กกล้าความแข็งแรงสูงขั้นสูง (AHSS) ที่มีความต้านทานแรงดึงสูงกว่า 1,000 MPa รวมถึงอะลูมิเนียมอัลลอยด์ซีรีส์ 6xxx และ 7xxx กำลังเข้ามาแทนที่เหล็กเหนียวทั่วไปในงานโครงสร้างมากขึ้น วัสดุเหล่านี้ต้องการแรงขึ้นรูปที่สูงขึ้นอย่างมาก การควบคุม BHF ที่แม่นยำยิ่งขึ้น และกลยุทธ์การชดเชยการสปริงกลับที่ได้รับการปรับปรุงเมื่อเปรียบเทียบกับรุ่นก่อน
สำหรับผู้ผลิตที่จำหน่ายแม่พิมพ์ในตลาดที่กำลังพัฒนานี้ การตอบสนองมีหลายทิศทาง โครงสร้างแม่พิมพ์ได้รับการออกแบบใหม่ให้มีความแข็งแกร่งสูงขึ้นเพื่อให้สามารถทนต่อภาระการขึ้นรูปที่เพิ่มขึ้นโดยไม่มีข้อผิดพลาดด้านมิติที่เกิดจากการโก่งตัว ช่องระบายความร้อนและความร้อนถูกรวมเข้ากับตัวแม่พิมพ์เพื่อให้สามารถขึ้นรูปอลูมิเนียมและเหล็กโบรอนได้ทั้งแบบร้อนหรือร้อน และกระบวนการทดลองที่ขับเคลื่อนด้วยการจำลองกำลังบีบอัดไทม์ไลน์การพัฒนา แม้ว่าความซับซ้อนของชิ้นส่วนจะเพิ่มขึ้นก็ตาม
ท้ายที่สุดแล้ว การวาดลึกตาย สำหรับรถยนต์ยุคถัดไปและส่วนประกอบ EV จะต้องให้พิกัดความเผื่อที่เข้มงวดมากขึ้น อายุการใช้งานที่ยาวนานขึ้น การตั้งค่าที่เร็วขึ้น และความเข้ากันได้กับวัสดุขั้นสูงที่หลากหลายยิ่งขึ้น การบรรลุความสมดุลนี้ต้องใช้แนวทางทางวิศวกรรมแบบบูรณาการ ซึ่งผสมผสานการผลิตที่มีความแม่นยำ การเคลือบขั้นสูง การตรวจสอบกระบวนการแบบเรียลไทม์ และความเชี่ยวชาญด้านวัสดุศาสตร์ ซึ่งทำให้เทคโนโลยีแม่พิมพ์ขึ้นรูปลึกเป็นตัวขับเคลื่อนหลักในการเปลี่ยนแปลงของอุตสาหกรรมยานยนต์

โพสต์ก่อนหน้า
ชิ้นส่วนปั๊มขึ้นรูปโลหะ: ประเภทและการใช้งาน
โพสต์ถัดไป
เหตุใดอลูมิเนียมอัลลอยด์จึงเปลี่ยนเหล็กในชิ้นส่วนปั๊มอิเล็กทรอนิกส์?
ของเรา สินค้า.
เริ่มต้นธุรกิจของคุณกับผู้ผลิต OEM ที่นี่!
ให้บริการลูกค้าทั่วโลกด้วยโซลูชั่นแบบครบวงจรที่สมบูรณ์แบบ
ผ่าน
นวัตกรรม!
ลิงค์ด่วน
เกี่ยวกับเรา
ข่าว
ข้อมูลการติดต่อ
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 เลขที่ 118 ถนน Yexin เขตพัฒนาเศรษฐกิจ Wujiang ซูโจว จีน
เลขที่ 118 ถนน Yexin เขตพัฒนาเศรษฐกิจ Wujiang ซูโจว จีน
ลิขสิทธิ์ © Suzhou Shuangqisi Mould Equipment Co., Ltd. สงวนลิขสิทธิ์. แม่พิมพ์ปั๊มแบบกำหนดเอง ผู้ผลิตแม่พิมพ์ปั๊มโลหะ
