-
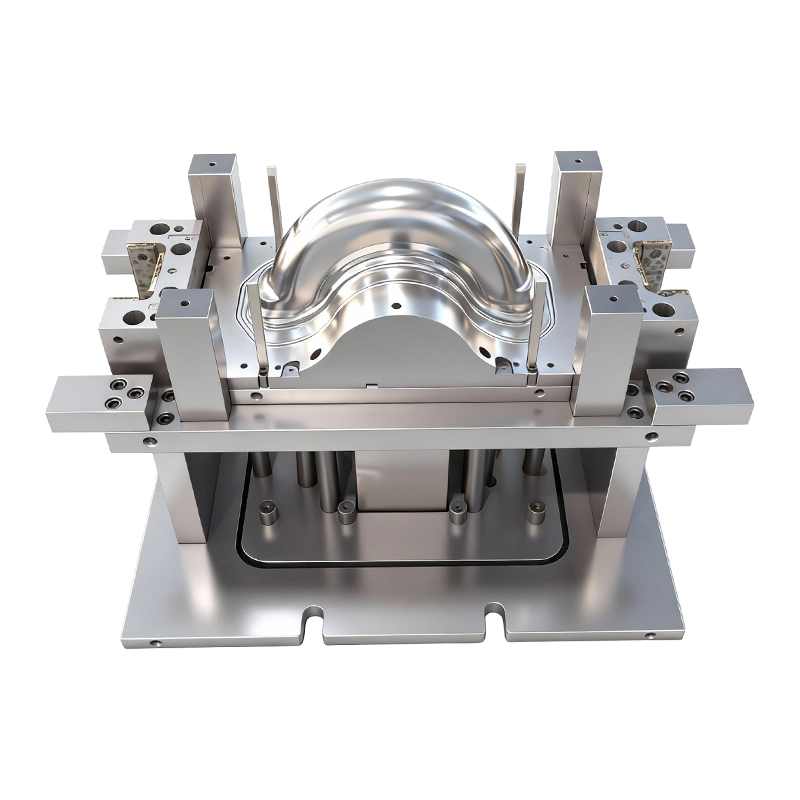
แม่พิมพ์ขึ้นรูปลึกสำหรับล้อหน้าและล้อหลังของรถยนต์ไฟฟ้าสองล้อ
แม่พิมพ์ขึ้นรูปลึกสำหรับล้อหน้าและหลังของยานพาห...
-
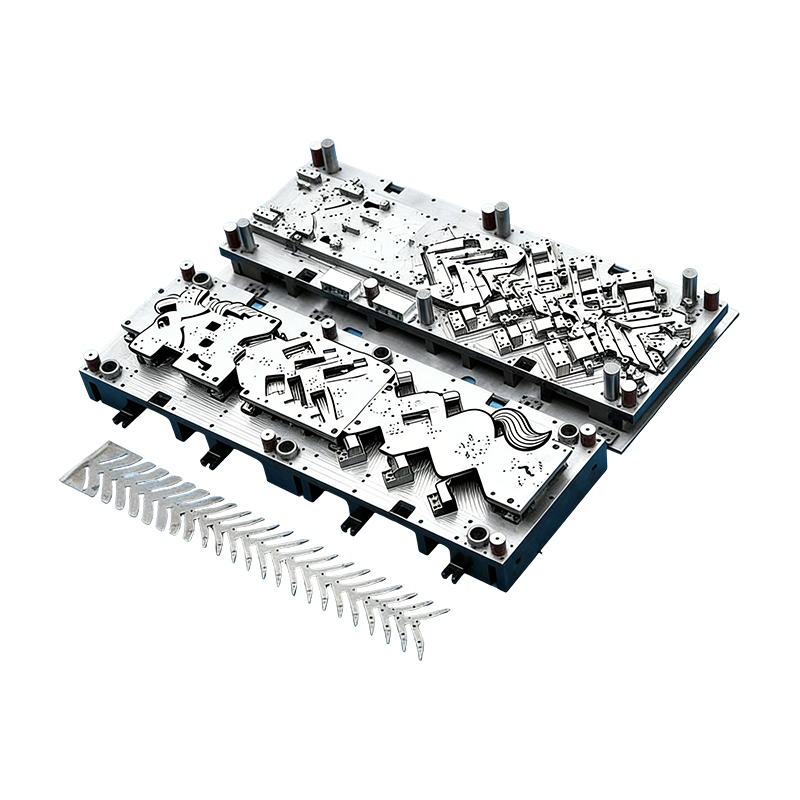
แม่พิมพ์ก้าวหน้าสำหรับชิ้นส่วนยานยนต์
แม่พิมพ์ต่อเนื่องสำหรับตัวเรือนมอเตอร์ยานยนต์นี...
-
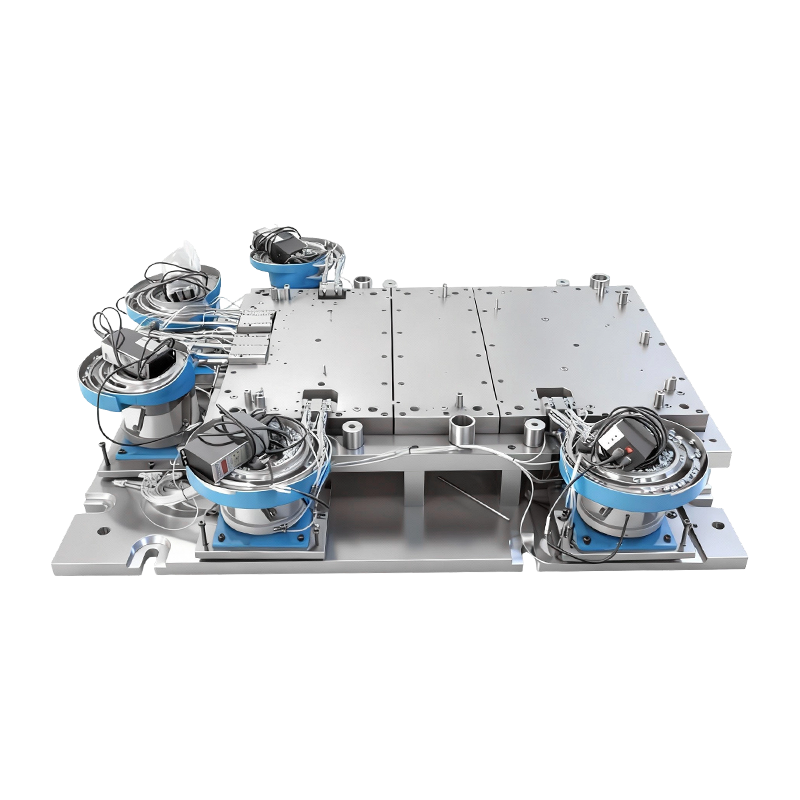
แม่พิมพ์โลดโผนอัตโนมัติสำหรับฐานเครื่องคอมพิวเตอร์ขนาดใหญ่
แม่พิมพ์ตอกหมุดอัตโนมัติสำหรับฐานเครื่องจักรคอม...
-
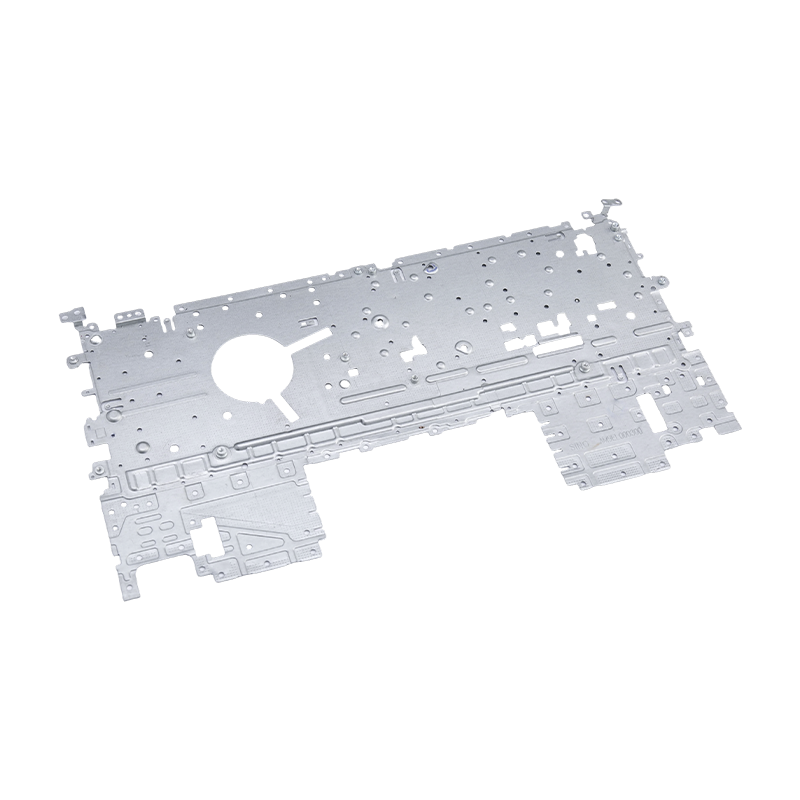
ชิ้นส่วนปั๊มแล็ปท็อป
ชิ้นส่วนปั๊มขึ้นรูปแล็ปท็อปของเราเป็นส่วนประกอบ...
-
ชิ้นส่วนปั๊มขึ้นรูปเตาอบระดับไฮเอนด์
ชิ้นส่วนปั๊มขึ้นรูปเตาอบระดับไฮเอนด์ของเราเป็นส...
-
ชิ้นส่วนปั๊มคอมพิวเตอร์ขนาดใหญ่ระดับไฮเอนด์
ชิ้นส่วนปั๊มขึ้นรูปคอมพิวเตอร์ขนาดใหญ่ระดับไฮเอ...
ข่าวอุตสาหกรรม
อะไรคือความแตกต่างระหว่างแม่พิมพ์ปั๊มโลหะแบบก้าวหน้าและแบบถ่ายโอน?
2026-02-25
แม่พิมพ์แต่ละประเภทเคลื่อนย้ายวัสดุผ่านการกดอย่างไร
ความแตกต่างพื้นฐานที่สุดระหว่างแม่พิมพ์ปั๊มโลหะแบบก้าวหน้าและแบบถ่ายโอนอยู่ที่การเคลื่อนตัวของชิ้นงานจากสถานีขึ้นรูปหนึ่งไปยังอีกสถานีหนึ่ง ในแม่พิมพ์แบบโปรเกรสซีฟ ช่องว่างจะยังคงติดอยู่กับแถบคอยล์เดิมตลอดลำดับการขึ้นรูปทั้งหมด แถบจะเคลื่อนไปข้างหน้าด้วยระยะพิทช์คงที่ในแต่ละจังหวะการกด โดยนำชิ้นส่วนที่ขึ้นรูปบางส่วนผ่านสถานีที่ต่อเนื่องกัน — การเจาะ การกรีด การดัด และการวาด — จนกระทั่งชิ้นส่วนที่เสร็จแล้วจะถูกตัดออกจากโครงกระดูกที่สถานีสุดท้าย ชิ้นส่วนจะไม่ถูกแยกออกจากแถบทางกายภาพจนกว่าการขึ้นรูปจะเสร็จสมบูรณ์ ซึ่งหมายความว่าแถบนั้นทำหน้าที่เป็นตัวพาและค้นหาตำแหน่งอ้างอิงสำหรับการดำเนินการทุกครั้ง
โอน การปั๊มโลหะตาย ดำเนินการบนหลักการที่แตกต่างโดยพื้นฐาน ช่องว่างถูกตัดจากขดลวดหรือแผ่นที่สถานีแรก จากนั้นจึงเคลื่อนย้ายเป็นชิ้นอิสระจากสถานีหนึ่งไปยังอีกสถานีหนึ่งโดยใช้ระบบทรานเฟอร์ฟิงเกอร์ที่ขับเคลื่อนด้วยกลไกหรือขับเคลื่อนด้วยเซอร์โว เนื่องจากชิ้นส่วนไม่ได้เชื่อมต่อกับแถบอีกต่อไป จึงสามารถเปลี่ยนตำแหน่ง พลิก หรือปรับทิศทางระหว่างสถานีได้ ซึ่งเป็นการเคลื่อนไหวที่เป็นไปไม่ได้ในเชิงเรขาคณิตเมื่อชิ้นงานยังคงติดอยู่กับตัวพาต่อเนื่อง ความแตกต่างในการจัดการวัสดุนี้คือต้นตอของความแตกต่างอื่นๆ เกือบทั้งหมดระหว่างแม่พิมพ์ทั้งสองประเภทในแง่ของความสามารถ ต้นทุน และการใช้งาน
เรขาคณิตของชิ้นส่วนและการขึ้นรูปที่ซับซ้อน
แม่พิมพ์ปั๊มโลหะแบบโปรเกรสซีฟเหมาะที่สุดกับชิ้นส่วนที่มีรูปทรงค่อนข้างแบนหรือตื้น เนื่องจากชิ้นส่วนยังคงอยู่ในแถบ ความสูงรวมของส่วนที่ขึ้นรูปใดๆ จะถูกจำกัดโดยความจำเป็นที่แถบจะต้องป้อนอาหารอย่างสะอาดผ่านแม่พิมพ์ต่อไป โดยไม่มีรูปทรงเรขาคณิตที่ขึ้นรูปแล้วทำให้สถานีที่อยู่ติดกันเปรอะเปื้อนหรือตัวโครงสร้างของแม่พิมพ์เอง สำหรับชิ้นส่วนที่มีความลึกในการดึงพอประมาณ เช่น ฉากยึด ขั้วต่อ คลิป การเคลือบ และฮาร์ดแวร์แบบหน้าตัด ข้อจำกัดนี้ไม่ค่อยมีความสำคัญ และเครื่องมือแบบก้าวหน้าก็เป็นทางเลือกที่เป็นธรรมชาติ เค้าโครงแถบมักจะได้รับการออกแบบทางวิศวกรรมเพื่อให้ได้อัตราการใช้วัสดุที่สูงกว่า 75% และการไม่มีกลไกการถ่ายโอนหมายถึงส่วนประกอบทางกลน้อยลงและระบบโดยรวมง่ายขึ้น
โอน metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
ความเร็ว ปริมาณงาน และปริมาณการผลิต
การปั๊มโลหะแบบก้าวหน้าจะมีประสิทธิภาพเหนือกว่าแม่พิมพ์ถ่ายโอนในจังหวะต่อนาทีอย่างสม่ำเสมอ เนื่องจากไม่มีกลไกการถ่ายโอนในการซิงโครไนซ์ — ไม่ต้องใช้นิ้วขยาย จับ เคลื่อนย้าย และถอยกลับระหว่างจังหวะ — แม่พิมพ์แบบโปรเกรสซีฟสามารถทำงานได้ที่ความเร็ว 200 ถึง 1,500 SPM ขึ้นอยู่กับความซับซ้อนของชิ้นส่วนและความสามารถในการกด สำหรับการผลิตชิ้นส่วนขนาดเล็กถึงขนาดกลางในปริมาณมากโดยวัดเป็นล้านชิ้นต่อปี ความได้เปรียบด้านความเร็วนี้แปลเป็นข้อดีด้านปริมาณงานที่ชัดเจน ซึ่งยากที่วิธีการปั๊มแบบอื่นจะเทียบเคียงได้
โอน dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
การเปรียบเทียบต้นทุนเครื่องมือ การบำรุงรักษา และการตั้งค่า
การลงทุนด้านเครื่องมือและค่าใช้จ่ายในการบำรุงรักษาอย่างต่อเนื่องแตกต่างกันอย่างมากระหว่างแม่พิมพ์ทั้งสองประเภท และการทำความเข้าใจความแตกต่างเหล่านี้ถือเป็นสิ่งสำคัญในการตัดสินใจจัดหาแหล่งที่ดี
| ปัจจัย | แม่พิมพ์ปั๊มโลหะแบบก้าวหน้า | โอน Metal Stamping Dies |
| ต้นทุนเครื่องมือเริ่มต้น | ปานกลางถึงสูง | สูงไปสูงมาก |
| เวลาตั้งค่าต่อการวิ่ง | สั้นกว่า — ชุดดายชุดเดียว | อีกต่อไป — ระบบการถ่ายโอนจะต้องมีการกำหนดเวลาและการปรับเปลี่ยน |
| ความซับซ้อนในการบำรุงรักษา | ปานกลาง — การลับคมหมัด/ดาย การสึกหรอของนักบิน | สูงกว่า — นิ้วมือถ่ายโอน ราง และเวลาเพิ่มจุดสึกหรอ |
| ความยืดหยุ่นในการเปลี่ยนแปลงแม่พิมพ์ | จำกัด — สถานีต่างๆ เป็นอิสระจากกัน | สูงกว่า — แต่ละสถานีสามารถสลับดายได้อย่างอิสระ |
| ปริมาณขั้นต่ำที่เป็นไปได้ | สูง (ตัดจำหน่ายต้นทุนมากกว่าปริมาณ) | ปานกลางถึงสูง |
ข้อได้เปรียบด้านการบำรุงรักษาประการหนึ่งที่แม่พิมพ์ปั๊มโลหะแบบถ่ายโอนยึดติดกับเครื่องมือแบบก้าวหน้าคือความสามารถในการซ่อมบำรุงหรือเปลี่ยนแม่พิมพ์แต่ละสถานีโดยไม่ต้องสร้างเครื่องมือใหม่ทั้งหมด เนื่องจากแต่ละสเตชั่นดายเป็นยูนิตที่แยกจากกัน จึงสามารถดึงสเตชั่นดึงที่สึกหรอและกราวด์ใหม่ได้ในขณะที่ส่วนที่เหลือยังคงอยู่บนแท่นพิมพ์ ในแม่พิมพ์แบบโปรเกรสซีฟ สถานีทั้งหมดจะรวมอยู่ในชุดประกอบแบบผสมชิ้นเดียว ซึ่งหมายความว่าการบำรุงรักษาใดๆ ที่จำเป็นต้องถอดชิ้นส่วนแม่พิมพ์จะส่งผลต่อเครื่องมือทั้งหมดและขั้นตอนการผลิตทั้งหมด
การใช้วัสดุและความแตกต่างของอัตราเศษเหล็ก
การใช้วัสดุเป็นอีกพื้นที่หนึ่งที่แม่พิมพ์ทั้งสองประเภทมีความแตกต่างกันอย่างมีความหมาย แม่พิมพ์ปั๊มโลหะแบบก้าวหน้าจะสร้างโครงกระดูกเศษเหล็กอย่างต่อเนื่อง — แถบที่เหลือหลังจากเอาช่องว่างหรือชิ้นส่วนที่เสร็จแล้วออกแล้ว — ซึ่งจะต้องได้รับการจัดการ สับ และกำจัดหรือรีไซเคิล ขึ้นอยู่กับรูปทรงของชิ้นส่วนและประสิทธิภาพการจัดวางแถบ โครงกระดูกของเศษสามารถคิดเป็น 20–40% ของน้ำหนักคอยล์ทั้งหมดที่ใช้ไป เค้าโครงแถบที่ซับซ้อนที่มีการเว้นมุม ชิ้นส่วนมือตรงข้ามที่ซ้อนกัน หรือการกำหนดค่าแบบหลายแถวสามารถลดตัวเลขนี้ได้อย่างมาก แต่โครงกระดูกเป็นผลพลอยได้จากการประมวลผลในแถบที่หลีกเลี่ยงไม่ได้
โอน metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
การเลือกประเภทแม่พิมพ์ที่เหมาะสมสำหรับการใช้งานของคุณ
การเลือกระหว่างแม่พิมพ์ปั๊มโลหะแบบก้าวหน้าและแบบถ่ายโอนควรขับเคลื่อนโดยการประเมินแบบมีโครงสร้างสำหรับข้อกำหนดของชิ้นส่วน แทนที่จะใช้ต้นทุนเพียงอย่างเดียว เกณฑ์ต่อไปนี้เป็นกรอบการตัดสินใจเชิงปฏิบัติ:
- รูปทรงของชิ้นส่วน: หากชิ้นส่วนสามารถขึ้นรูปได้อย่างสมบูรณ์โดยยังคงแบนอยู่ในแถบ — คุณสมบัติทั้งหมดที่สามารถเข้าถึงได้จากด้านบนหรือด้านล่างโดยไม่ต้องเปลี่ยนตำแหน่ง — เครื่องมือแบบก้าวหน้ามีความเหมาะสม หากชิ้นส่วนจำเป็นต้องขึ้นรูปหลายด้าน การขึ้นรูปลึกเกินกว่าอัตราส่วนความลึกต่อเส้นผ่านศูนย์กลางประมาณ 1:1 หรือการทำงานที่ด้านล่างของหน้าแปลน จำเป็นต้องมีเครื่องมือถ่ายโอน
- ปริมาณการผลิต: ปริมาณต่อปีที่สูงมาก (โดยปกติจะสูงกว่า 500,000 ชิ้นต่อปีสำหรับชิ้นส่วนที่มีความซับซ้อนปานกลาง) นิยมใช้แม่พิมพ์แบบโปรเกรสซีฟ เนื่องจากข้อดีด้านความเร็วช่วยลดต้นทุนเวลาในการพิมพ์ต่อชิ้นได้อย่างมาก แม่พิมพ์ถ่ายโอนจะประหยัดกว่าสำหรับปริมาณปานกลาง ซึ่งรูปทรงของชิ้นส่วนทำให้เครื่องมือแบบก้าวหน้าเป็นไปไม่ได้
- ขนาดชิ้นส่วน: ชิ้นส่วนขนาดใหญ่ — ซึ่งมีขนาดเกินประมาณ 400 มม. ในทุกขนาด — ใช้งานไม่ได้กับแม่พิมพ์แบบโปรเกรสซีฟ เนื่องจากข้อกำหนดด้านความยาวของแม่พิมพ์และความกว้างของคอยล์เกินกว่าความสามารถในการกดและการจัดการคอยล์ทั่วไป สายส่งจะจัดการกับชิ้นส่วนขนาดใหญ่ในทางปฏิบัติมากขึ้นโดยการใช้แม่พิมพ์แต่ละสถานีที่มีขนาดเท่ากับชิ้นส่วน แทนที่จะใช้เครื่องมือโปรเกรสซีฟที่มีความยาวเพียงชิ้นเดียว
- ข้อกำหนดความแม่นยำของมิติ: แม่พิมพ์แบบโปรเกรสซีฟจะค้นหาชิ้นส่วนผ่านหมุดนำร่องที่มีรูในแถบ ในขณะที่แม่พิมพ์ถ่ายโอนจะค้นหาช่องว่างแต่ละชิ้นผ่านคุณสมบัติของชิ้นส่วนหรือวางเครื่องมือไว้ที่แต่ละสถานี สำหรับชิ้นส่วนที่พิกัดความเผื่อตำแหน่งระหว่างคุณสมบัติแน่นกว่า ±0.05 มม. กลยุทธ์การกำหนดตำแหน่งของแม่พิมพ์แต่ละประเภทจะต้องได้รับการประเมินอย่างรอบคอบโดยเทียบกับค่าเผื่อซ้อนที่จะเกิดขึ้น
- ความยืดหยุ่นในการออกแบบในอนาคต: หากการออกแบบชิ้นส่วนคาดว่าจะเปลี่ยนแปลงในระหว่างวงจรชีวิตผลิตภัณฑ์ เครื่องมือถ่ายโอนช่วยให้สามารถปรับเปลี่ยนได้มากขึ้น เนื่องจากแม่พิมพ์แต่ละสถานีสามารถปรับเปลี่ยนได้อย่างอิสระ การเปลี่ยนคุณลักษณะในแม่พิมพ์แบบโปรเกรสซีฟมักต้องมีการปรับวิศวกรรมสถานีที่พึ่งพาอาศัยกันหลายสถานีพร้อมกัน
ในทางปฏิบัติ การตัดสินใจมักไม่เกิดขึ้นอย่างโดดเดี่ยว ผู้ผลิตแม่พิมพ์ที่มีประสบการณ์จะประเมินการวาดชิ้นส่วน การคาดการณ์ปริมาณประจำปี ทรัพยากรการพิมพ์ที่มีอยู่ และข้อกำหนดการประกอบขั้นปลายร่วมกันก่อนที่จะแนะนำกลยุทธ์การใช้เครื่องมือ แม่พิมพ์ปั๊มโลหะแบบก้าวหน้าและแบบถ่ายโอนเป็นตัวแทนของเทคโนโลยีที่เป็นผู้ใหญ่และเป็นที่เข้าใจกันดี กุญแจสำคัญคือการจับคู่เทคโนโลยีที่ถูกต้องกับความต้องการเฉพาะของการใช้งาน แทนที่จะหันไปใช้แนวทางใดก็ตามที่คุ้นเคยมากที่สุด

โพสต์ก่อนหน้า
การเปรียบเทียบราคา: ชิ้นส่วนปั๊มโลหะ VS ผลิตภัณฑ์ชิ้นส่วนขึ้นรูปโลหะในปี 2026
โพสต์ถัดไป
อุตสาหกรรมแม่พิมพ์ปั๊มขึ้นรูปยานยนต์กำลังนำเสนอการอัพเกรดทางเทคโนโลยีรอบใหม่
ของเรา สินค้า.
เริ่มต้นธุรกิจของคุณกับผู้ผลิต OEM ที่นี่!
ให้บริการลูกค้าทั่วโลกด้วยโซลูชั่นแบบครบวงจรที่สมบูรณ์แบบ
ผ่าน
นวัตกรรม!
ลิงค์ด่วน
เกี่ยวกับเรา
ข่าว
ข้อมูลการติดต่อ
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 เลขที่ 118 ถนน Yexin เขตพัฒนาเศรษฐกิจ Wujiang ซูโจว จีน
เลขที่ 118 ถนน Yexin เขตพัฒนาเศรษฐกิจ Wujiang ซูโจว จีน
ลิขสิทธิ์ © Suzhou Shuangqisi Mould Equipment Co., Ltd. สงวนลิขสิทธิ์. แม่พิมพ์ปั๊มแบบกำหนดเอง ผู้ผลิตแม่พิมพ์ปั๊มโลหะ
